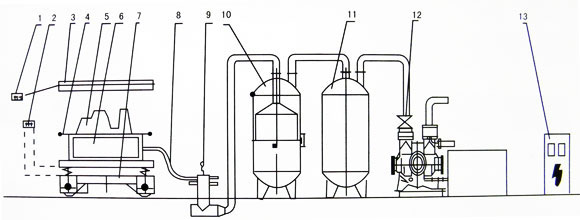
1Īó┐Š─żŲ„ķ_ĻP 2ĪóšīŹ┼_ķ_ĻP 3Īó┐Š─żŲ„ 4Īóą═░Õ 5Īó┼▌─Ł─Żą═ 6Īó╔░Žõ 7ĪóšīŹ┼_ 8Īó╣▄Ą└
9ĪóĘų┼õŲ„ 10Īó┬õēm╣▐ 11ĪóĘĆē║╣▐ 12Īóšµ┐š▒├ 13Īó┼õļŖ╣±
VĘ©ĶTįņĪóŽ¹╩┼─ŻĶTįņ╣ż╦ć▀^│╠Ż║
VĘ©ĶTįņ║═Ž¹╩┼─ŻĶTįņęÓĘQžōē║ĶTįņŻ¼ę“╚Īėó╬─VacuumŻ©šµ┐šŻ®ę╗į~Ą─ūųŅ^Ī░VĪ▒Č°Ą├├¹ĪŻ╦³ģ^äeė┌é„Įy╔░ĶT▓╗ė├š│║Žä®Ż¼VĘ©ĶTįņ╩Ūæ¬ė├╦▄┴Ž▒Ī─ż├▄ĘŌ╔░ŽõŻ¼┐┐šµ┐š│ķÜŌŽĄĮy│ķ│÷ą═ā╚┐šÜŌŻ¼ĶTą═ā╚═Ōėąē║┴”▓ŅŻ¼╩╣Ė╔╔░├▄īŹŻ¼śŗ│╔ę╗ĘN╦∙ąĶą═Ū╗Ż¼ĮøŽ┬ąŠĪó║═ŽõĪóØ▓ūó│ķšµ┐š╩╣ĶT╝■─²╣╠Ż¼ĮŌ│²žōē║Ż¼ą═╔░ļSų«Øó╔óČ°╚ĪĄ├ĶT╝■ĪŻ
VĘ©ĶTįņ║═Ž¹╩┼─ŻĶTįņ┼cé„Įy╔░ĶTŽÓ▒╚Ż¼Š▀ėąęįŽ┬ā׳cŻ║Ųõę╗ę“Ųõ▓╔ė├žōē║Ø▓ūóĶT╝■╔░č█ÜŌ┐ū╔┘Īó«aŲĘ├▄īŹČ╚Ė▀Īó═Ō▒Ē╣Ō┴┴Īó▌å└¬├„╬·Īó│▀┤ńŠ½┤_ĪŻŲõČ■╣Ø─▄Ė▀ą¦ŪÕØŹŽ¹┘MĪŻ▓╔ė├VĘ©║═Ž¹╩┼─Ż╝╝ąg─▄╩╣Ė╔╔░ųžÅ═æ¬ė├Ż¼▓╗ė├║µą═Ż¼║─├║║─ļŖ£p╔┘Ż¼Ė³ėąą¦Ą─╣Ø╝sä┌äė┴”║═śO┤¾ĮĄĄ═ä┌äėÅŖČ╚Ż¼į┌Ø▓ūó▀^│╠ųąėą║”ÜŌ¾w╔┘Ż¼šµš²═Ļ│╔Łh▒ŻŽ¹┘MĪŻ
VĘ©ĶTįņ╣ż╦ćŻ║
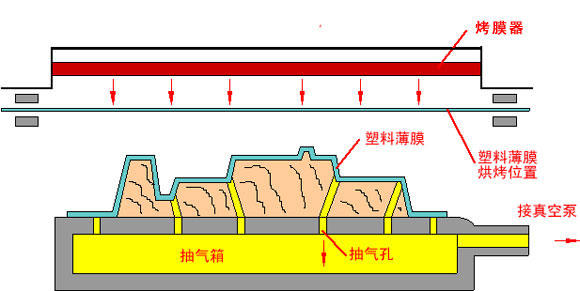
1.ųŲįņĦėą│ķÜŌŽõ║═│ķÜŌ┐ūą═░ÕĪŻ
2.īó║µ┐Š│╩╦▄ąįĀŅæBĄ─╦▄┴Ž▒Ī─żč┌╔wį┌ą═░Õ╔Ž╝ė¤ß£žČ╚Ųš═©į┌80Īµ-120Īµų«ķgĪóšµ┐š▒├│ķÜŌ╩╣▒Ī─ż├▄┘Nį┌ą═░Õ╔Ž│╔ą═ĪŻ
╚ńłDŻ║ |